Bee Sweet Citrus California Palletizing Facility
⭐Key Features
- •Alvey 910 series high-speed palletizers with exclusive modifications
- •Three conveyor input lanes from separate packing building
- •28 accumulation lanes for different product configurations
- •Sliding shoe sorter for product diversion
- •Automatic changeover for different citrus varieties and packaging
- •Stretch wrapper with breathability for produce
Results & Benefits
- 125 citrus-filled trucks depart daily for global markets
- Constant production flow without slowdowns
- More professional presentation to retailers
- Reduced physical lifting for workers
- Ability to handle multiple packaging types simultaneously
Challenges & Solutions
Rising labor costs, safety concerns, high staff turnover, and potential production increases
Implemented automated palletizing solution from Honeywell Intelligrated
Handling diverse packaging types and configurations for different retail chains
Deployed automated palletizers with flexible configuration capabilities
Project Overview
Project Overview
Bee Sweet Citrus operates as a one-stop shop for fresh citrus year-round, with an impressive 400,000 square foot campus in California that ships to global markets stretching from Europe to Australia. The company's growth has been dramatic, expanding from handling 10,000 boxes per year to operating at a scale where 125 citrus-filled trucks depart the facility each day.
The business primarily operates as a consolidation center for major retail chains, requiring the ability to handle multiple citrus varieties (lemons, oranges, mandarins, blood oranges) with different packaging configurations simultaneously. This diversity in product types and packaging styles created unique challenges for palletizing operations.
With rising labor costs, safety concerns, high staff turnover, and potential production increases, Bee Sweet Citrus recognized the need for automation to maintain competitiveness and operational efficiency in the demanding citrus industry.
Technical Solution
Alvey 910 Series High-Speed Palletizers
The solution features Alvey 910 series high-speed palletizers from Honeywell Intelligrated, incorporating several exclusive modifications to deliver reliable high throughput with superior load quality. These palletizers handle the diverse packaging requirements of different citrus varieties and retail configurations.
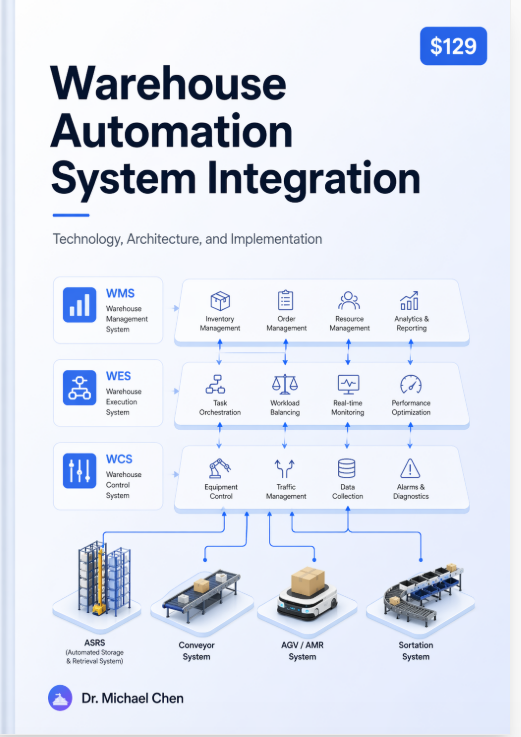
Momentum WES: Next-Generation Warehouse Execution and Control
Vendor: Honeywell Intelligrated
Key Features
The Alvey 910 series palletizers with exclusive modifications provide the flexibility needed to configure different pallet types for various retail vendors, accommodating the diverse packaging requirements of Bee Sweet's consolidation business model.
The 28 accumulation lanes fed by a sliding shoe sorter enable efficient organization of different product types, ensuring that full pallet quantities are assembled accurately before palletizing begins.
Automatic changeover capabilities allow the system to adapt to fluctuating incoming products based on citrus variety and packaging type, maintaining operational efficiency despite the diversity of products handled.
Results & Benefits
The system enables Bee Sweet Citrus to maintain constant production flow without the slowdowns that occurred with manual hand stacking, supporting the company's goal of processing citrus 12 months out of the year.
A more professional presentation to retailers is achieved through straighter, more consistent pallet stacking, enhancing the quality of delivery to Bee Sweet's retail partners across global markets.
Reduced physical lifting for workers addresses safety concerns and improves working conditions, contributing to better staff retention and addressing one of the key challenges of rising labor costs and high turnover.
Challenges & Solutions
The combination of rising labor costs, safety concerns, high staff turnover, and potential production increases created significant operational challenges. The automated palletizing solution from Honeywell Intelligrated addressed these issues by reducing manual labor requirements while increasing throughput and consistency.
The need to handle diverse packaging types and configurations for different retail chains was solved through the deployment of automated palletizers with flexible configuration capabilities that can adapt to various citrus varieties and packaging styles.
System Integrator
Honeywell Intelligrated was selected as the system integrator after a competitive three-month bid process that evaluated five material handling system providers. Their selection was based on a strong track record in the citrus industry, comprehensive product offering, integration experience, and robust engineering capacity. The installation was conducted collaboratively, with Intelligrated working around Bee Sweet's production schedule by performing installations at night to avoid disrupting daytime packing operations.
Project Gallery
Related Technologies (6)
Momentum WES: Next-Generation Warehouse Execution and Control
byHoneywell Intelligrated
Industrial Robotic Palletizing System for Bulk Bags
byColumbia/Okura LLC
Robotic Palletizing Systems: Comprehensive Guide for Manufacturing
by Columbia/Okura LLC
Intralogistics Innovation Center: Integrated Solutions Showcase
byDaifuku
Robotic Palletizing with Multi-Pick End Effector
byColumbia/Okura LLC
Automated Bagging Line with Robotic Palletizing: Integrated Solution
by Columbia/Okura LLC
Related Knowledge Articles (4)
Pallet Conveyors
Pallet conveyors transport palletized loads through warehouses and manufacturing facilities using powered rollers, chains, or belts, enabling automated material flow between storage, production, and shipping areas.
Layer Palletizing
Automated layer palletizing systems that form complete product layers and place them onto pallets in a single operation, offering high-speed palletizing for standardized products.
Mixed Case Palletizing
Advanced palletizing systems designed to handle diverse product configurations, optimizing pallet stability and space utilization through intelligent case arrangement and stacking algorithms.
Mixed Case Fulfillment Strategy
Mixed case fulfillment is a sophisticated warehouse strategy that handles orders containing multiple different products (SKUs) within the same case, pallet, or shipment. This approach requires advanced automation, intelligent software, and flexible processes to efficiently pick, pack, and ship diverse product combinations while maintaining high accuracy and productivity.