PowerStore Pallet Shuttle: High-Density Storage for High Throughput
Quick Facts
Technology Performance Metrics
⭐Key Features
Benefits
Applications
Detailed Information
Technology Overview
The Swisslog PowerStore Pallet Shuttle is an automated high-density storage solution specifically engineered to address the challenges of space-constrained warehouses with demanding throughput requirements. Unlike systems designed for towering heights, PowerStore excels in facilities with lower ceilings, making it a versatile option for a wider range of existing buildings. It is particularly optimized for operations that handle a high volume of pallets but with a relatively low number of distinct SKUs, typical in manufacturing and bulk distribution. The system's core value lies in its modular shuttle-based automation, which operates within deep-lane racking to achieve exceptional storage density—up to 60% more pallets than conventional manual systems. Furthermore, its robust design allows reliable operation across a vast temperature spectrum, from deep-freeze environments to hot ambient conditions, making it a comprehensive solution for diverse industries.
How It Works
Core Principles
The system operates on the principle of automated deep-lane storage using autonomous shuttles. Multiple battery-powered shuttle vehicles operate on multiple levels within a rack structure. Each shuttle is assigned to a specific level or lane and travels horizontally to store and retrieve pallets from deep storage positions, all coordinated by a central warehouse control system (WCS).
Key Features & Capabilities
Optimized for Low Ceilings and High Throughput is a defining characteristic. The system's design focuses on maximizing horizontal and depth-based density rather than extreme height, making it deployable in a broader array of facilities while still delivering the speed of automated shuttle technology.
Modular and High-Density Architecture allows the system to be scaled and configured to specific needs. The claim of storing up to 60% more pallets stems from the use of very deep lanes and the elimination of wide forklift aisles, as shuttles operate in narrow channels within the rack.
Extreme Environmental Tolerance (-30°C to 50°C) is a critical capability. This wide operational range means the same system technology can be deployed in frozen food storage, chilled environments, and standard warehouses without major redesign, offering exceptional flexibility for cold chain logistics.
Advantages & Benefits
The most significant advantage is dramatically increased storage capacity within the same or smaller footprint. The 60% density improvement can defer or eliminate the need for costly facility expansion, providing a substantial return on investment.
It delivers high, predictable throughput for homogeneous product lines. By automating the storage and retrieval process with multiple shuttles, the system can support fast-moving production or distribution lines where large quantities of a few SKUs need to be turned over rapidly.
The system provides operational resilience and flexibility across temperatures. Its ability to function reliably in freezer, cooler, and ambient conditions simplifies automation strategy for companies with mixed storage needs and ensures performance in harsh environments where manual labor is challenging.
Implementation Considerations
The system is optimized for high-volume, lower-SKU-count operations. It is less suited for warehouses with a vast number of unique SKUs each at low volume, as the deep-lane storage is most efficient when storing many pallets of the same product.
While modular, the integration of lifts, shuttles, and control software is a complex project that requires careful planning and expert execution to ensure smooth material flow and achieve the promised throughput and density gains.
The total cost of ownership includes the investment in the shuttle fleet, racking, lifts, and sophisticated software. The ROI is most compelling for operations where space savings and throughput automation directly address critical pain points.
Use Cases & Applications
Ideal For
This system is ideal for manufacturing plants (especially FMCG), food and beverage distributors, and cold storage logistics providers that have high pallet volume, relatively standardized products, and require dense, fast, and reliable storage that works in various temperature zones.
Performance Metrics
A key performance claim is the ability to store up to 60% more pallets compared to manual systems. The system is also defined by high throughput and 100% optimal positioning, implying high accuracy and system availability. The operational temperature range of -30°C to 50°C is a key environmental performance specification.
Conclusion
The Swisslog PowerStore Pallet Shuttle system is a powerful and pragmatic automation solution for a specific but common warehouse profile: high volume, medium variety, and space-constrained operations. Its strength lies in transforming the storage cube into an ultra-dense, automated buffer that supports rapid material flow. For companies in the FMCG, food, beverage, or cold chain sectors looking to maximize their existing facility's potential, automate labor-intensive pallet handling, and ensure reliable operation in challenging environments, PowerStore offers a compelling, proven solution. Success requires an honest assessment of inventory profile (favoring deep-lane storage) and a partnership with an experienced integrator to design and implement a system that seamlessly connects to upstream and downstream processes.
Related Projects

Spar Waalwijk Distribution Center
Spar's mechanized distribution solution handling slow and medium moving items with Swisslog automation, supporting rapid retail expansion of 3 new stores weekly.

Medline Industries Healthcare Distribution Center
First US deployment of Swisslog AutoStore system achieving 1,000 picks per hour per person, five times faster than traditional manual picking for healthcare supply distribution.

Agile Cold Storage Distribution Center
Third-party cold storage facility tripling pallet capacity to 48,000 in 110,000 sq ft using Swisslog ASRS with SynQ software, serving food manufacturers and global export markets.
Related Knowledge
Storage
Storage is the warehouse process of holding inventory in organized locations until needed, balancing space utilization, accessibility, and inventory control to support efficient operations.
Cold Storage Strategy
Cold storage and temperature-controlled warehousing are critical for preserving perishable goods throughout the supply chain. From frozen foods to pharmaceuticals, these specialized facilities maintain precise temperature conditions while optimizing energy efficiency and operational performance.
Vendor
SwisslogRelated Technologies

Dark Warehouse: Fully Automated Warehouse Operations
Addverb
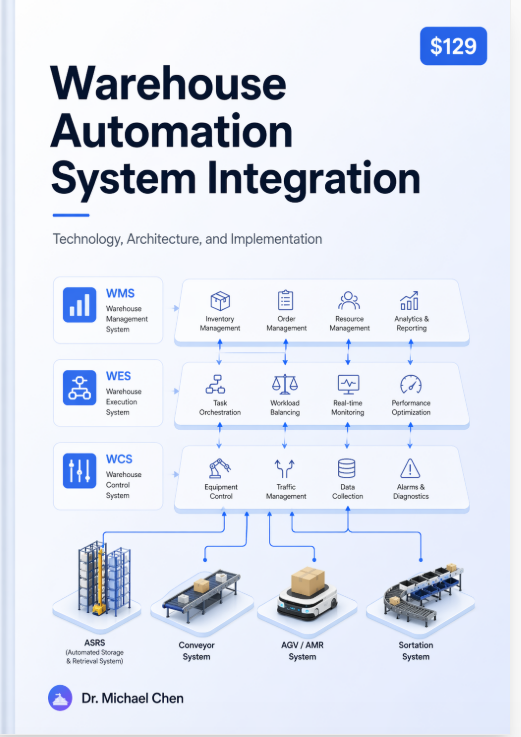
Movu Warehouse Execution System (WES): For Shuttle and AMR Management
Movu Robotics
Momentum WES: Next-Generation Warehouse Execution and Control
Honeywell Intelligrated